
www.engineering-china.com
26
'12
Written on Modified on
Faulhaber步进电机可调节自适应焊接和送丝焊接
无论是软焊、感应钎焊或是激光焊接,焊缝填充金属通常是以送丝形式给料. 该系统必须始终将焊料循环往复地输送至正确目的地, 但是在这个过程中焊丝不能震动或弯曲.由Faulhaber公司控制微电机驱动的新型自动送丝机针对这一问题提供了一个可靠的解决方案. 为了实现可重复的效果, 遵循所有参数是至关重要的, 特别是温度和焊料用量. 位于德国Dusslingen的EUTECT公司开发了一个可调节、可定制的焊接送丝机. 它使用的焊料用量自动状态消息可以实现最佳剂量, 并提供运行数据记录. EUTECT公司的焊接专家一直与德国舍奈希的微驱动专家——FAULHABER公司一同致力于实现灵活、准确的送丝系统.
由于其工艺原理是将所有焊料以丝的形式输送至工件, 所以新的模块被设计为可使用各种焊料. 诸如丝的厚度、稳定性和工件的几何形状等迥异的参数在初始设置时都必须予以考虑. 这就是为什么送丝机模块需与可准确定位当前丝的位置的各种传感器相结合. 这样系统可以为激光焊接提供所需的薄、软的焊接线或相对坚固的钢丝. 先进的传感器系统可以自主连接工艺. 然而, 如果没有驱动可准确执行控制的指令, 即使是采用最好的数据记录和评价体系也是徒劳无功. 这就是紧凑型微驱动所起的作用.
焊丝通过已定义增量的小型步进电机送至所需位置. 运送率由单位时间内步进脉冲量来决定. 此外, 光电编码器可以表示控制器的实际旋转周期. 该编码器置于步进电机的驱动轮处,可以检测其滑动及变化, 从而测量输送的丝的实际长度. FAULHABER紧凑型步进电机所提供的大量齿轮比意味着它可以为每个进程要求选择最佳的齿轮比. 为客户的规格而设计, 目前可提供14:1至134:1的齿轮比的齿轮和步进电机的组合可以使开发商首次应用作用及反作用的原理. 在这种情况下, 智能监控设备可测量丝接触焊接点时所产生的反作用力. 22毫米高精度的进步电机与编码器的组合可以高度精确地控制给料. 它所产生的送丝能力为各种焊接工艺的质量和可重复性运作设置了新的基准. 因此, 填充焊丝事实上像焊接现场中一个不会磨损的机械传感设备. 这也意味着, 工件的位置或形状所带来的不可避免的变化可以与该位置的连接工艺一同被可靠地确定.
该应用需要一个含有可调节运送率和压力的简易电机. 当对各种驱动系统在该方面的特点进行比较时, 两相步进电机成为最佳选择. 由于其每转24步以及已定义的步进宽度, 所以它很容易控制. 同时, 如有必要, 它可以提供一个约为40纳米的扭矩选项. 因此焊料的压力可以在较大范围内持续保持, 而运送率也可以在每秒超过4000步或电机转速超过10000 rpm时轻易改变. 为了保证必要的精度, 在驱动控制轮中额外安装了一个插入式光电编码器. 无论轮轴是否含有零基准脉冲, 该编码器每转能够产生100至500个脉冲, 或高达1024高分辨率的脉冲. 应用中所使用的减速器进一步提高了驱动辊的精度, 并最终运送焊丝.
图解:
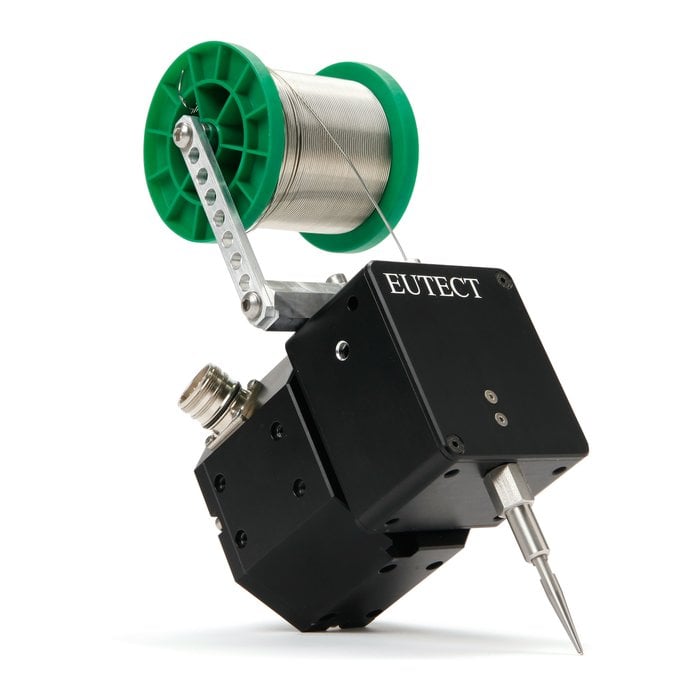
fau134_bild1.jpeg: 焊接工艺中的紧凑型送丝模块
fau134_bild5.jpeg: 含有插入式编码器步进电机的紧凑型驱动模块
fau134_bild4.jpeg: 紧凑尺寸中高精度的运送
dff11069.jpeg: Faulhaber控制微电机
焊丝通过已定义增量的小型步进电机送至所需位置. 运送率由单位时间内步进脉冲量来决定. 此外, 光电编码器可以表示控制器的实际旋转周期. 该编码器置于步进电机的驱动轮处,可以检测其滑动及变化, 从而测量输送的丝的实际长度. FAULHABER紧凑型步进电机所提供的大量齿轮比意味着它可以为每个进程要求选择最佳的齿轮比. 为客户的规格而设计, 目前可提供14:1至134:1的齿轮比的齿轮和步进电机的组合可以使开发商首次应用作用及反作用的原理. 在这种情况下, 智能监控设备可测量丝接触焊接点时所产生的反作用力. 22毫米高精度的进步电机与编码器的组合可以高度精确地控制给料. 它所产生的送丝能力为各种焊接工艺的质量和可重复性运作设置了新的基准. 因此, 填充焊丝事实上像焊接现场中一个不会磨损的机械传感设备. 这也意味着, 工件的位置或形状所带来的不可避免的变化可以与该位置的连接工艺一同被可靠地确定.
该应用需要一个含有可调节运送率和压力的简易电机. 当对各种驱动系统在该方面的特点进行比较时, 两相步进电机成为最佳选择. 由于其每转24步以及已定义的步进宽度, 所以它很容易控制. 同时, 如有必要, 它可以提供一个约为40纳米的扭矩选项. 因此焊料的压力可以在较大范围内持续保持, 而运送率也可以在每秒超过4000步或电机转速超过10000 rpm时轻易改变. 为了保证必要的精度, 在驱动控制轮中额外安装了一个插入式光电编码器. 无论轮轴是否含有零基准脉冲, 该编码器每转能够产生100至500个脉冲, 或高达1024高分辨率的脉冲. 应用中所使用的减速器进一步提高了驱动辊的精度, 并最终运送焊丝.
图解:
fau134_bild1.jpeg: 焊接工艺中的紧凑型送丝模块
fau134_bild5.jpeg: 含有插入式编码器步进电机的紧凑型驱动模块
fau134_bild4.jpeg: 紧凑尺寸中高精度的运送
dff11069.jpeg: Faulhaber控制微电机
